
低碳调质钢的焊接工艺要点
制定低碳调质钢的焊接工艺有两点主要依据:①接头在Ms点冷却速度不能太快,以免产生冷裂纹;②在800~500℃之间的冷却速度要大于产生上贝氏体加M-A组元的临界冷却速度,以避免过热区脆化。

1、焊接方法 焊接低碳调质钢,焊条电弧焊、埋弧焊、气体保护焊、电渣焊等都可以采用。但对于σs≥686MPa级的钢,最适宜的方法是气体保护焊;对于σs≥980MPa级的钢,应该采用钨极氩弧焊或真空电子束焊。
2、焊接材料 当母材在调质状态下焊接时,由于这类钢焊后一般不再进行调质处理,所选用的焊接材料,应使焊态下的焊缝金属具有与母材相同的力学性能;当母材在退火(或正火)状态下焊接时,所选用的焊接材料应保证在焊后焊件调质处理后,具有与母材相同的力学性能,即应选择化学成分与母材相近的焊接材料。此外,还需特别注意焊接材料应具有低氢或超低氢性能。
低碳调质钢的焊接工艺要点
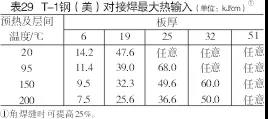
3、焊接热输入 从防止冷裂纹出发,要求冷却速度慢些,而从防止产生过热区脆化和减小软化区出发,又要求冷却速度快些,所以选择热输入要尽量使冷却速度在既不产生冷裂纹而又不产生过热区脆化的范围内。一般做法是在满足热影响区韧度的前提下,热输入尽量大一些。但这里有一个最大允许值问题,表29和表30分别列出了T-1钢和HY-100钢的热输入最大允许值。如果采用了最大热输入,仍有冷裂纹倾向,应采取预热或后热措施。
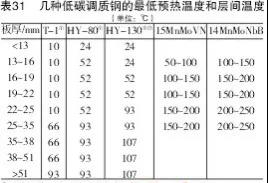
4、预热温度 预热的目的不是消除低碳马氏体组织,而是希望降低马氏体转变时的冷却速度,创造马氏体“自回火”条件,从而避免产生冷裂纹,因此,预热温度不能太高。否则会增加过热区的脆性。如果有可能,采取低温预热加后热,或不预热只采用后热,会得到更好的效果。几种低碳调质钢的最低预热温度和层间温度见表31。

5、焊后热处理 一般情况下产品焊后不再进行热处理。但如果焊件焊后或冷加工后钢的韧度过低,要求结构尺寸稳定或要求焊件耐应力腐蚀,则需要进行焊后热处理。消除应力热处理的温度应避开再热裂纹敏感温度。为了保证材料的强度,消除应力热处理温度还应该比钢材原来的回火温度低30℃左右。


