
教你如何选购焊丝?
焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下
1、根据被焊结构的钢种选择焊丝
对于碳钢及低合金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。
2、根据被焊部件的质量要求(特别是冲击韧性)
选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。(感谢关注鼎鼎自动焊接)
3、根据现场焊接位置
对应于被焊工件的板厚选择所选用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
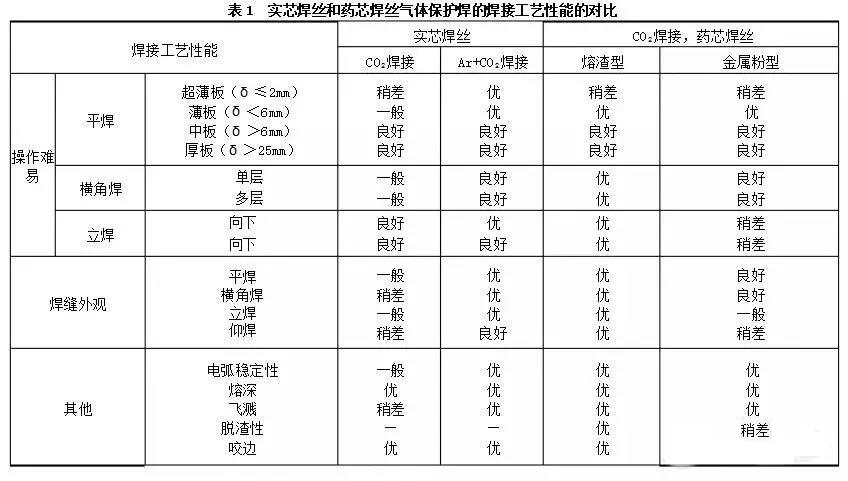
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见图表:
药芯焊丝的选用
药芯焊丝的焊接具有工艺性能好、焊缝质量好、对钢材的适应性强等优点,有着广阔的应用前景。药芯焊丝可用于焊接各种类型的钢结构,包括低碳钢、低合金高强钢、低温钢、耐热钢、不锈钢及耐磨堆焊等。所采用的保护气体有CO2和Ar+CO2两种,前者用于普通结构,后者用于重要结构。药芯焊丝适于自动或半自动焊接,直流或交流电流均可。

1、低碳钢及高强钢用药芯焊丝
低碳钢及高强钢用药芯焊丝的品种多、用量大,大多数为钛型渣系,焊接工艺性好,焊接生产率高,主要用于造船、桥梁、建筑、车辆制造等部门。低碳钢及低合金高强钢用药芯,焊丝品种较多,从焊缝强度级别上看,490MPa级和590MPa级的药芯焊丝已普遍适用;从性能上看,有的侧重于工艺性能,有的侧重于焊缝力学性能和抗裂性能,有的适用于包括向下立焊在内的全位置焊,也有的专用于角焊缝。
2、不锈钢用药芯焊丝
不锈钢药芯焊丝具有工艺性能好、力学性能稳定、生产效率高等特点,国外近年来应用于石化、压力容器、造船和工程机械等行业。目前不锈钢药芯焊丝的品种已有20余种,除铬镍系不锈钢药芯焊丝外,还有铬系不锈钢药芯焊丝。焊丝直径有0.8mm、1.2mm、1.6mm等,可满足不锈钢薄扳、中板及厚板的焊接需要。所采用的保护气体多数为CO2,也可采用Ar+(20%-50%)CO2的混合气体。
3、耐磨堆焊用药芯焊丝
为了增加耐磨性或使金属表面获得某些特殊性能,需要从焊丝中过渡一定量的合金元素。随着药芯焊丝的问世,这些合金元素可加入药芯中,且加工制造方便,故采用药芯焊丝进行埋弧堆焊耐磨表面是种常用的方法,并已得到广泛应用。此外,在烧结焊剂中加入合金元素,堆焊后也能得到相应成分的堆焊层,它与实芯或药芯焊丝相配合,可满足不同的堆焊要求。
自保护药芯焊丝
自保护焊丝是指不需要外加保护气体或焊剂,就可进行电弧焊,从而获得合格焊缝的焊丝。自保护药芯焊丝是把作为造渣、造气、脱氧作用的粉剂和金属粉置于钢皮之内,焊接时粉剂在电弧作用下变成熔渣和气体,起到造渣和造气保护作用,不用另加气体保护。
自保护药芯焊丝的熔敷效率明显比焊条高,野外施焊的灵活性和抗风能力优于其他气体保护焊,通常可在四级风力下施焊。因为不需要保护气体,适于野外或高空作业,故多用于安装现场和建筑工地。
自保护焊丝的焊缝金属塑、韧性,一般低于带辅助保护气体的药芯焊丝。自保护焊丝目前主要用于低碳钢焊接结构。此外,自保护焊丝施焊时烟尘较大,在狭窄空间作业时要注意加强通风换气。
焊丝的选择如此重要,为了施焊达到预期效果,一定要选择合适的,质量过硬的品牌焊丝。
免责声明:本文来源于互联网,版权归原作者所有,如涉及文章版权等问题,请及时与我们联系,我们将根据您提供的版权证明材料确认版权并删除内容!本文内容为原作者观点,并不代表本网站赞同其观点和对其真实性负责。


