
减少焊接变形的焊接工艺
预防和减少焊接变形的方法必须考虑焊接工艺设计以及在焊接时克服冷热循环的变化。收缩无法消除,但可以控制。减少收缩变形的途径有以下几方面。
1 勿过量焊接
越多的金属填充在焊接点会产生较大的变形力。正确制定焊缝尺寸,不仅能得到较小的焊接变形,还可节省焊材和时间。填充焊缝的焊接金属量应最小,焊缝应呈平坦或微凸形,过量的焊接金属不会增加强度。反而会增加收缩力,增加焊接变形。
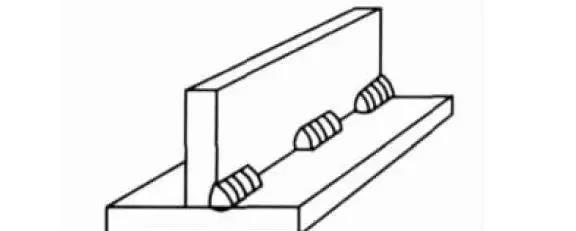
2 间断焊缝
另一种减少焊缝填充量的途径是较多地采用间断焊接。如焊接加强板,间断焊接可减少75%的焊缝填充量,同时也能保证所需强度。
3 减少焊道
采用粗焊丝、少焊道焊接比采用细焊丝、多焊道焊接变形小。多焊道时每一焊道引起的收缩累计增加了焊缝总的收缩。由图可知,少焊道、粗焊条焊接工艺比多焊道、细焊条焊接的工艺效果更好。

注意:采用粗焊丝、少焊道焊接或细焊丝、多焊道焊接工艺依据材质而定,一般低碳钢、16Mn 等材质适用粗焊丝、少焊道焊接,不锈钢、高碳钢等材质适用细焊丝、多焊道焊接
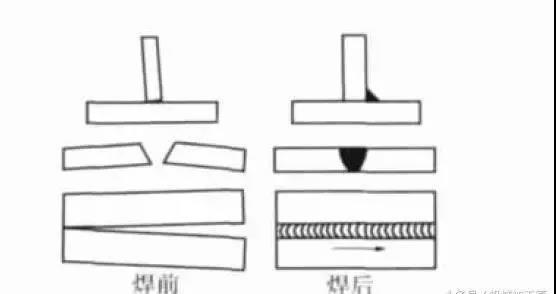
4 反变形技术
焊接前使零件预先向焊接变形的相反方向弯曲或倾斜放置(仰焊或立焊除外),。反变形的预置量需经过试验确定。预弯、预置或预拱焊接零件是利用反向机械力,抵消焊接应力的一种简单方法。当工件预置时,产生使工件与焊缝收缩应力相反的变形。焊前的预置变形与焊后变形相互抵消,使焊接工件成为理想平面。
另一个常用的平衡收缩力的方法是将同样的焊接工件相对放置,并将其夹紧。预弯也可采用此种方法,在夹紧前,将楔子放置在工件的适当位置。
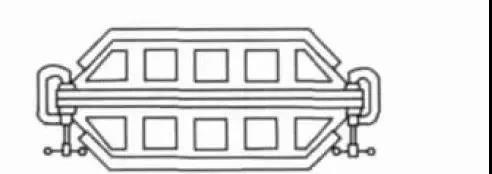
特殊的重型焊接工件由于自身刚性或零件相互位置能产生所需的平衡力,如没有产生这些平衡力,就需利用其他方法来平衡焊接材料的收缩力,以达到相互抵消的目的。平衡力可以是其他收缩力、利用工装夹具形成机械约束力、部件装焊顺序排列的约束力、重力形成的约束力。
5 焊接顺序
根据工件的结构形式确定合理的组装顺序,使工件结构在同一位置收缩。在工件中和轴处开双面坡口,采用多层焊接,并确定双面焊接顺序。在角焊缝中采用间断焊接,第1 道焊接中的收缩由第2 道焊接中的收缩平衡。工装夹具可在所需的位置固定工件,增加刚性,减小焊接变形。这一方式广泛用于小工件或小型组件的焊接,由于增大了焊接应力,只适用于塑性较好的低碳钢结构。
6 焊后去除收缩力
敲击是抵消焊缝收缩力的一种方法,如同焊缝冷却。敲击将使焊缝延伸,变得更薄,从而消除应力(弹性变形)。但是,使用这种方法必须注意,焊缝根部不能敲击,敲击时可能产生裂纹。通常,敲击也不能用在盖面焊道上。
因为,盖面层可能有焊缝裂纹,影响焊缝检测,产生硬化效果。所以,技术的利用是有限的,甚至有实例要求在焊道敲击中仅在多层焊道内(打底焊和盖面焊除外)敲击以解决变形或裂纹问题。热处理也是去除收缩力的方法之一,控制工件的高温和冷却;有时同样工件背靠背夹装、焊接,以这种校直条件来消除应力,使工件残余应力最小。
6 减少焊接时间
焊接时产生受热和冷却,传输热量时也需要时间。因此,时间因素也影响变形。通常,希望体积大的工件受热膨胀之前,焊接尽快完成。焊接工艺,如焊条的类型和尺寸、焊接电流、焊接速度等影响焊接工件收缩和变形的程度。机械化焊接设备的使用减少了焊接时间和受热引起的变形量。
二、减少焊接变形的其他方法
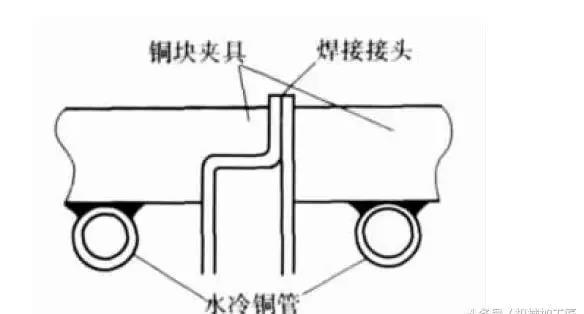
1 水冷块
很多技术都可用来控制特殊焊接工件的焊接变形。例如,在薄板焊接中,采用水冷块可带走焊接工件的热量。采用铜焊或锡焊将铜管焊接到铜制夹具,通过水管进行循环冷却,以减少焊接变形。
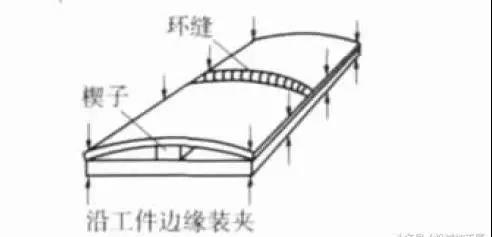
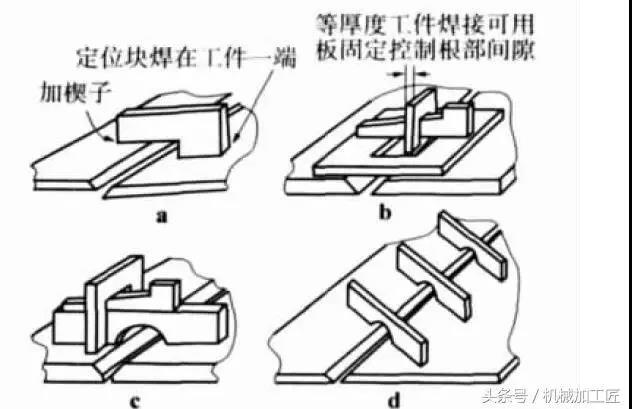
2 楔形块定位板
“定位板”是钢板对焊时的一种有效控制焊接变形的技术,如图 所示。定位板的一端焊在工件的一块板上,另一端将楔形块楔入压板,甚至可采用多个定位板排列,以保持焊接时对焊接钢板的定位、固定。
3 消除热应力
除特殊情况外,采用加热来消除应力不是正确的方法,应在工件焊接完成前进行预防或减少焊接变形。
三、结论
为了减少焊接变形和残余应力的影响,设计和焊装工件时应注意以下几点:
(1)不进行过量焊接;(2)控制好工件的定位;(3)尽可能采用间断焊接,但应满足设计要求;(4)尽可能采用小的焊脚尺寸;(5)对于开坡口焊接,应使接头的焊接量最小,并考虑双边坡口替代单边坡口接头;(6)尽可能采用多层多焊道焊替代单层双边焊交替焊接。在工件中和轴处开双面坡口焊接,采用多层焊,并确定双面焊接顺序;(7)采用多层少焊道焊接;(8)采用低热输入焊接工艺,意味着较高的熔敷率和较快的焊接速度;(9)采用变位机使工件处于船形焊位置。船形焊位置可使用大直径的焊丝和高熔敷率的焊接工艺;(10)尽可能在工件的中和轴设置焊缝,并对称施焊;(11) 尽可能地通过焊接顺序和焊接定位使焊接热量均匀扩散;(12)向工件的无约束方向焊接;(13)使用夹具、工装和定位板进行调整、定位。(14)向收缩的相反方向预弯工件或预置焊缝接头。(15)按序列分件焊装和总焊装,可使焊接围绕中和轴一直保持平衡。
免责声明:本文来源于互联网,版权归原作者所有,如涉及文章版权等问题,请及时与我们联系,我们将根据您提供的版权证明材料确认版权并删除内容!本文内容为原作者观点,并不代表本网站赞同其观点和对其真实性负责。


