
干货丨涨姿势!传说中的“镜面焊”,原来是这样练成的
时间:2022-3-15 13:51:41
浏览量:5807
一技术原理
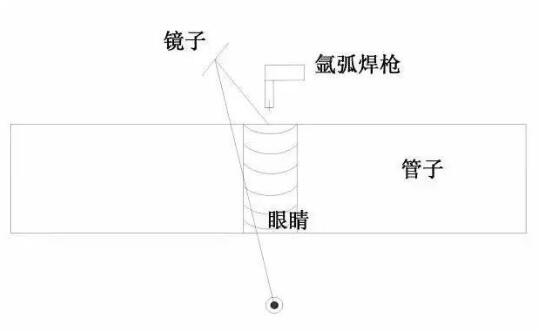
镜面焊焊接技术,就是依据镜面成像原理,在肉眼无法观察到的焊口位置附近放置一面镜子,通过观察镜子内的熔池来控制焊接操作的一种方法。
二主要用途
在超临界火电机组塔式炉安装过程中,由于组件管排数量大,管排节距小,焊口的局部位置肉眼无法观察到,给焊口的焊接带来了意想不到的困难。必须采用特殊的“镜面焊”焊接方法进行焊接。本成果通过研究镜面焊工艺,制定了专门的镜面焊焊接操作培训方案,利用设计制作的专用镜面焊练习模拟架、焊接专用镜对焊工进行镜面焊焊接培训,使之掌握肉眼无法观察到焊口的焊接方法,保证焊口优良的内在质量、外观质量。同时优化组合焊接顺序,提高工作效率,缩短塔式炉的安装工期,解决塔式炉的安装速度慢的关键问题。
三关键技术
通过对锅炉图纸的研究,设计制作了专用的镜面焊练习模拟架,以保证焊工的练习环境接近实际焊接的环境。在实际焊接过程中,由于管排节距实在太小,定制了可以360°改变焊枪角度的挠性氩弧焊枪,根据现场的具体焊接位置和障碍,弯曲焊枪手柄和焊嘴之间的角度,让焊工握枪的手能放在一个可以操控的位置,使得焊接作业能够顺利进行。
四焊接工艺
镜子的摆放 在开始镜面焊前,首先要摆放好镜子的位置,一般要达到两个要求,其一要便于肉眼通过镜子的反射观察焊缝的熔池状况,其二要不影响氩弧焊枪的位置摆放和焊接过程中焊枪的行走、摆动。
2、打底层的焊接点焊 镜面焊焊接方法对口点焊的位置与普通焊口是不同的,最佳的点焊位置是各偏离平焊位置四十五度的两侧,这样点焊的好处是在氩弧焊打底过程中,肉眼视线能够方便地透过平焊位置的对口间隙观察焊缝熔池。
打底焊,个别位置的焊接可采用内加丝焊法。焊丝通过正面的坡口间隙向电弧燃烧处进行送丝。打底层的焊接,仰焊(6点钟)部位焊接是最易出现缺陷的部位。焊接开始时,从仰焊部位引弧,先不加焊丝,待坡口根部熔化后,将焊丝轻轻地向熔池送,到达坡口根部,以保证背面焊缝的高度和根部熔合良好。
焊接过程中,肉眼可以通过对口间隙观察根部的成形情况,同时观察镜面中电弧的燃烧情况和外观成形,当焊至立焊时收弧。
焊接过程中,一方面要注意熔池温度,防止产生焊瘤和未焊透,焊接时不得将焊缝两侧的坡口线破坏,以便于盖面时获得良好的焊缝直线。另一方面,焊工要全身心地投入到镜面的反景之中,焊丝弯曲的弧度要便于送丝,焊枪角度要根据镜面中电弧的情况适时调节,避免焊枪角度过倾使电弧过长,防止未焊透、气孔等缺陷的出现。
在焊接过程中,仰焊部位的焊接接头,必须用肉眼在笔式手电筒的照明下检查接头状况,保证氩弧焊打底的质量。氩弧焊打底焊缝根部检查完成后,外表也必须严格检查,检查的主要内容是焊缝与母材的熔化是否良好;焊缝在轴向方向宽度要尽量保持一致,为填充层焊接创造良好的条件,降低在填充层焊接时的焊工操控难度。另外,焊接过程中焊缝表面产生的氧化物在填充前必须清除,否则易产生夹渣。
3、填充层的焊接氩弧焊打底结束后,进行层间焊缝的填充。首先选择好焊工的操作位置,模拟好焊枪的运行轨迹;然后固定镜子,并调节好镜面的角度;焊丝也必须结合具体的焊接位置和焊缝的弧度,适当拗曲变形,既便于拿焊丝的手选择相对开阔的位置,动作灵活,容易将焊丝送抵熔池,又可以防止焊丝干扰焊工的视线。
在焊接过程中,弧光通过镜子的反射非常强烈,焊工很难看清楚钨极,送丝时焊丝很容易与钨极碰撞,钨极尖头形状变形,影响电弧的稳定性。所以焊接过程中焊丝必须紧贴焊缝,以防止焊丝与钨极的碰撞。
4、盖面层的焊接盖面层焊接前,首先检查填充焊缝的表面成形,清理附着在焊缝表面的氧化物,直至焊缝在周向和轴向达到平滑与均匀,为盖面创造最好的条件。
盖面层焊接时,应以两侧坡口线为基准线,保持好焊缝的直线度,以获得良好的焊缝外表成形。尽量避免在镜面焊处出现焊接接头,防止焊接缺陷的产生。
在焊工培训过程中,初期主要是为了让焊工适应镜面焊的特殊性,转变反向思维,练习手、脑的配合与协调,可以先用普通材质的管材进行练习。经过10天左右的培训,使手与脑达到有效的协调,才能基本掌握镜面焊的施焊技巧。因为镜面焊焊口的返修非常困难,没有高的合格率就会影响工程的进度。所以,焊工练习的焊口要在外观及内在质量均能够连续几天都达到100%合格的时候才可上岗。
免责声明:本文来源于互联网,版权归原作者所有,如涉及文章版权等问题,请及时与我们联系,我们将根据您提供的版权证明材料确认版权并删除内容!本文内容为原作者观点,并不代表本网站赞同其观点和对其真实性负责。


